钛是20世纪50年代发展起来的一种重要的结构金属,其合金即钛合金因具有强度高,耐腐蚀性好,耐热性高等特点而广泛应用于各个领域。
同时,也是因为其一些物理力学性能,给机加工带来了较大难度。因钛合金切削时变形系数小,使得切屑在前刀面上滑动摩擦路程增大,加速刀具磨损。钛合金导热系数小,切削时产生的热量不易传出,集中在切削刃附近的小范围内。钛合金弹性模量小,加工时在径向力的作用下容易产生弯曲变形,引起振动,加大刀具磨损并影响零件的精度。由于钛合金对刀具材料的化学亲和性强,在切削温度高和单位面积上切削力大的条件下,刀具容易产生粘结磨损。
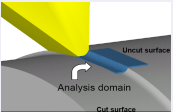
本案例仿真在小进给量和小切削深度的情况下,取刀头处一小块模拟3D切削过程。比较符合实际生产制造过程。
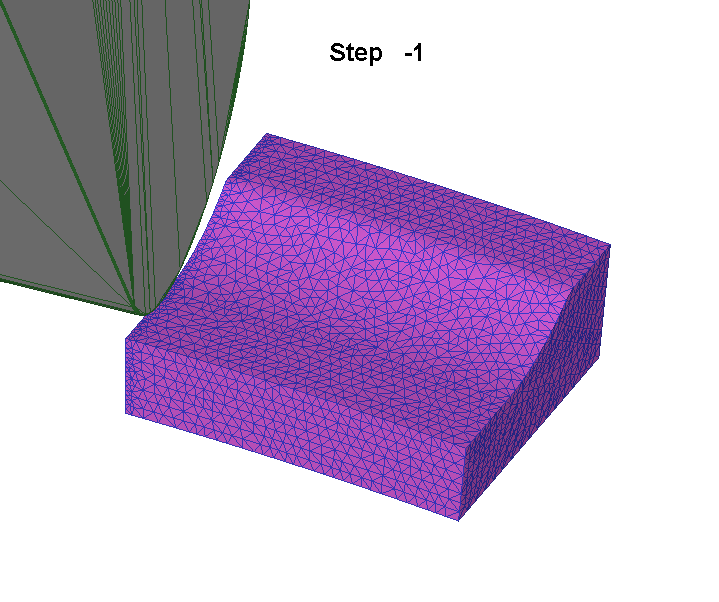
前处理过程中,由于钛合金切削的进给量较小,切削深度也较小。所以,刀头附近的网格尺寸需要细化,且保证有切屑的产生。但同时,细小的网格也意味着网格量的急剧增大,直接导致计算速度的下降。为了保证计算速度,同时保证仿真质量,我们在刀头附近增加网格加密的同时,在剩余位置进行网格粗化,并且在切削过程中采用网格重划分技术。
需要注意的是,钛合金材料的材料属性直接影响计算结果的准确性,切削过程仿真需要设置材料的流变曲线,弹性模量,泊松比,热膨胀系数,热导率,比热容,以及密度。其中流变曲线采用的是johnson cook本构方程,适用于大应变,高应变率,高温环境下金属材料的强度极限。
Johnson cook材料屈服模型如下:
A,B,C,n,m为Johnson Cook模型五大材料物理特性常数,是定义Johnson Cook模型的必要常数。其中:
A-Initial Yield Stress(单位:Pa)
B-Hardening Constant(单位:Pa)
C-Strain Rate Constant(无单位)
n-Hardening Exponent(无单位)
m-Thermal Softening Exponent(无单位)
εpl-effective plastic strain
ε0-参考应变率(通常为1s-1)
通过仿真,可以模拟出切屑的产生过程。同时最重要的是,了解局部残余应力的产生以及大小,分布状态等,从而对工件在机加工后由加工残余应力引起的开裂和失效状况提供仿真支持。

